The last big power tool I bought, some 9 months ago, was a lathe – a 1HP mid-range Delta, although it has been re-badged as a “Fox” and came from France. I wanted it for spindle turning. Since there was a special offer at the time, I also bought a copy attachment. The model number is Delta 46-945
However, I want to now use the copier but suddenly realise that I have no idea how to do so. The basic principle is not a problem – attach a pattern piece and run the copy attachment up and down so a cam follows the pattern and moves a cutter to make a reproduction in the lathe-mounted workpiece. But….
What I need to know in addition:
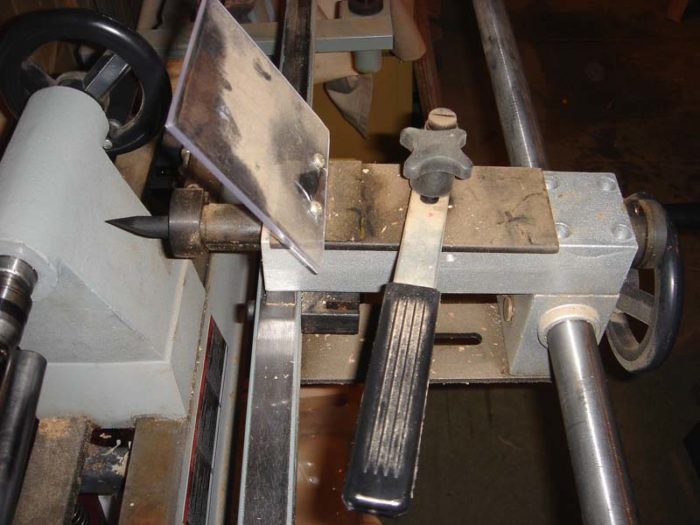
* Is the supplied cutter the best tool to copy with? It looks like no other woodturning tool, being just a blunt pyramid point with a vaguely sharp bottom edge.
* What is the procedure for cutting – ie what part of the tool bit is used at what angle to the workpiece; how much should be taken off at each pass over the workpiece; etc.?
If anyone can point me at the Delta manual (English if possible) and/or some other information about using lathe copy attachments, I’d be grateful.
If anyone has experience and advice, on tooling in particular, that would be very welcome too.
Photos of the toolbit attached.
Lataxe















Replies
As a Better than fair turner, I wouldn't have a duplicator, Sorry!!! This type of turning is basically Scraping and the finish is less than desireable, too much sanding. Master the spindle gouge and skew and you can do allmost everything. I make a 1/8 template and set it up behind the spindle and copy that. Put your layout lines on the roughed out spindle, set depths with your parting tool and then go to town turning. I can duplicate pretty fast with minimal sanding.
Bruce,
Thanks for the answer.
I admit that I have turned 4 things (lsets of egs only, so far) one at a time using the technique you describe with the parting tool etc..
However, I want to make some Windsor chairs, which have many, many rungs that are basically the same and a very simple shape (a dowel with a bulge in the middle).
I read elsewhere that class furniture makers do use a copy attachment for these boring volume parts. I have the copy attachment. I want to have a go.
But I don't know how to apply the cutter or how to sharpen it, or even whether it could be replaced with a better one, for the best result. That's the information I'm after.
Lataxe.
I think if you use some calipers and take your time you'll end up pretty close without the copy jig. You'd be suprised how far off you have to be on even juxtaposed pieces to notice any difference at all.
Frank
Lat,
Scraping is not shaving or paring.
Too bad you can't mount a small router motor in lieu of the cutter and use a carbide router bit tapered along the lines of the original bit. Chances are, you'll do a more professional job and a lot less sanding You will be limited to only one feed direction however. Steinmetz.
S,
The router tool you describe would be good. I can imagine that factory copy lathes do something like that, using a round-nosed bit with something like the shape of a spindle gouge. As the spindle and the router bit would both be captive, I imagine you could move the tool in both directions.
I do have a thing called a Trend Router lathe. This moves a router over the spindle, which is turned slowly by hand. It has indexing, so turning the spindle also moves the router up and down, allowing the production of spirals and so forth. It's not the best-made piece of machinery in the world but I have used it to do things like spirals and flutes quite successfully.
This machine can be used as a copy lathe too; but its laborious as you have to work it by hand. Also, the template has to have doubled-up dimensions of the production piece, which is a pain to make accurately.
The copy lathe cutter-tool I have is what worries me. I would have thought a spindle gouge profile ground to a finger-nail shape would have performed better than a point at the end of a scraper (which is what the current tool bit looks like).
I posted the question to Ernie Conover in the Experts forum. I think he may come up with a definitive answer if anyone can.
Lataxe
Lat, the reason I brought up the notion of feed direction,
is to avoid 'climb cutting' (which may cause rough texture
and extra sanding)
If the cutting bit can be easilly removed and refitted
with another shaped bit, I'd try sharpening a more acute
clearence on it's point to produce a shearing cut
(instead of scraping) Hence the feed should be in only one direction.Also, the indexing stylus or follower
that traces the template, should be
smooth tipped and have the same profile . Steinmetz.
Edited 3/26/2006 12:18 pm ET by Steinmetz
S,
Thanks for your advice, which I'm going to try to put into practice.
The cutting tool is just a 1/2 inch round bar, with a triangular point on its end, held in a collet; all can be disassembled. I thought about finding a spindle gouge with a 1/2 inch diameter, cutting off the business end and substituting that for the pointy tool. If I grind the gouge to have a slim fingernail profile and a fairly steep angle for the cutting edge, I would have thought this would take a cleaner cut than the pointy thing....?
The copy attachment can have its height relative to the lathe changed by +/- 2 inches, so the gouge-tip height could be set to meet the workpiece at an angle greater or lesser than 90 degrees. Would this help in getting a cleaner cut, do you think?
The cam follower for the template is a small wheel and can probably follow a simple curve (such as a Windsor chair rung) faithfully. It couldn't manage deeply seperated beads or small coves. Its only the many, many simple chair rungs that I want to batch-produce, though.
I might try the point thing first (after a proper sharpening) at various cutting heights and angles, to see what happens. Experimentation is generally a good thing, assuming the workpiece doesn't spring off the lathe and wack me in the eye, that is!
Lataxe
Half inch toolsteel for your gouge should be very sturdy. I'm guessing the existing cutter is secured with a set screw of some sort.
A square head set screw will hold much better than a slotted or Allen head .
After a few rotations of the new gouge in the holder, you'll hit the 'sweet spot', where it should pare like a hand held gougeMark the location of the set screw's new 'footprint' on the shaft and file or grind a 'flat'to receive and hold the screw,for most rigidity.Note the screw's size( Metric or SAE?, T P I, diameter and length) and buy a few extras as spares. Good luck ED.
Edited 3/26/2006 11:39 pm ET by Steinmetz
Delta lathe copier
I aquired my lathe copier in the same way as in the article. I tried very hard to make the supplier provide an English version of the instructions. This proved fruitless and Fox machinery suppliers were equally unhelpful.
By getting my local dealer to come to my workshop I watched, as for half an hour' they mumbled to each other, clearly displaying that they had no idea as to how it worked. The the most important fact was that the machine must be viewed from an engineering aspect as opposed to traditional wood turning principles.
The next thing to accept is that unless the spindle required is a very simple shape there is no way of completely producing a final pleasing accurate result without finishing with traditional wood turning tools.
I failed miserably at my first attempt and turned the legs I required in the traditional way. I then had the need to turn 16 matching legs for a suite of furniture and set about setting up the lathe copier. My next door neighbour was an engineer so with his help we achieved the first leg working to a simple pattern.
I then experemented making different forms of legs on the drawing board. I transferred them to wooden patterns and setup the copier to take different diameters of blanks. Finally as I felt more confident, I turned a front chair leg at 17inches long.
I learnt firstly that when making the drawings the size of the guide wheel (sleeve as per the parts list) must be taken into account, as the finished work will be larger than the pattern by the radius of the wheel.
I discovered that the blank should be the exact length of the finished object. The blank should be completely round and the end must be paralleled.
The maximum travel of the cutter is 35mm so start with the cutter full out just clear of the wood . If a really complicated pattern is to be followed it is possible to work it in sections by batching the first section and then adjusting for the smaller section and processing the whole batch again.
The slower you traverse the work the smoother the cut and it is necessary to sharpen the cutter frequently - concentrate on the point. The sides do require attention but so far I have never found that the whole side of the cutter has ever been involved in the cutting operation. I always cut in both directions allowing a deeper cut to be made with each pass. The shape begins to emerge as the wheel runs on the pattern.
The final finish, with detail, is completed by hand.
I have made a stool with turned legs using walnut . The result has been very pleasing.
Having gone through the pain of the learning curve I am satisified that I can use ths copier to my advantage in the future. It will definitely not be stored away and left to collect dust.
I will still happily use my chisels and calipers when I feel that it will save time but the ease of reproducing a uniform set of blanks that only require hand finishing makes the work extremely competative in a commercial world where mass production continually drives down the costs but will always be more uninteresting than a purpose designed and hand finished object.
I am very willing to share my experiences with others who fell for the trap of a free attachment without proper English instructions.
Christopher Deane
The final finish, with detail, is completed by hand.
This statement is, in my opinion, the reason why copy attachments are mostly a waste of time, even if free.
It is the detail, and achievement of a good finish, that are the challenging parts of learning to turn. Doing the basic diameters, large scale coves or balusters that the copy atttachment can accomplish are also the easiest thing to learn to do freehand on the lathe. Perhaps in a commercial setting where a low wage, low skill worker can churn out blanks with the machine, while a skilled person completes the items, this might make sense, but beyond that I can't see that it would speed production to a great degree.
This forum post is now archived. Commenting has been disabled